

模具設(shè)計(jì)--油缸的計(jì)算和選擇:
油唧結(jié)構(gòu)緊湊,直線運(yùn)動平穩(wěn),輸出力大,在模中得到較多的運(yùn)用;但因其工作效率低、控制繁瑣,使其應(yīng)用受到了一定的限制。
第一篇 | 油唧的適用場合
油唧結(jié)構(gòu)緊湊,直線運(yùn)動平穩(wěn),輸出力大,在模中得到較多的運(yùn)用;但因其工作效率低、控制繁瑣,使其應(yīng)用受到了一定的限制。
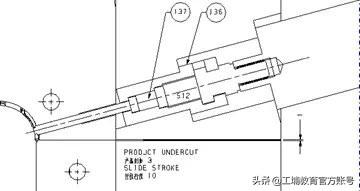
1、油唧抽前模行位:
前模行位用油唧驅(qū)動,可簡化模具結(jié)構(gòu);但需注意動作順序的控制和行位鎖緊,以免動作錯(cuò)亂損壞模具或油唧鎖緊力不足而無法封膠,抽芯力不足而抽不動行位。
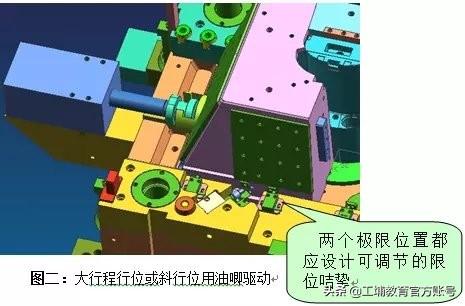
2、油唧抽前模行位:
大行程行位或斜行位用油唧驅(qū)動,當(dāng)行位行程較大或動模行位向動模邊傾斜較大時(shí),如用斜邊抽芯,其受力較差,容易損壞;可用油唧而改善受力狀況。
3、油唧抽前模行位:
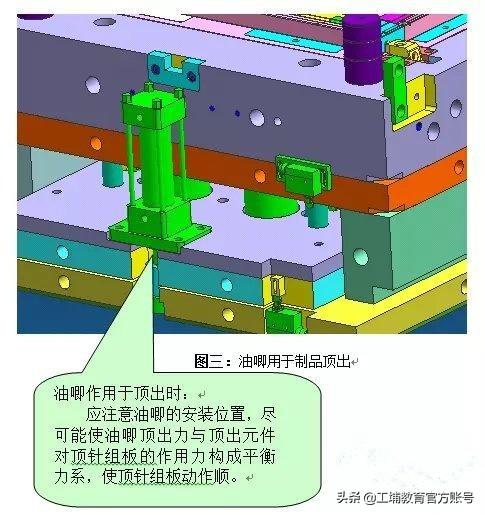
- 在頂出行程超過啤機(jī)頂出行程時(shí),可考慮用油唧頂出。
- 從定模頂出(倒裝模常用結(jié)構(gòu))
- 從側(cè)向頂出。
在此類應(yīng)用中,應(yīng)注意油唧的安裝位置,盡可能使油唧頂出力與頂出元件對頂針組板的作用力構(gòu)成平衡力系,減少頂針組板動哥林柱的傾覆力,使頂針組板動作順
第二篇|油唧驅(qū)動力的計(jì)算
一般情況下在模具設(shè)計(jì)時(shí)設(shè)計(jì)師通過類比的辦法來選擇油唧,對油唧驅(qū)動力不做計(jì)算。但如果沒有類比對象或在一些不常見的場合須對油唧驅(qū)動力進(jìn)行正確的計(jì)算,才能選擇合適大小的油唧。
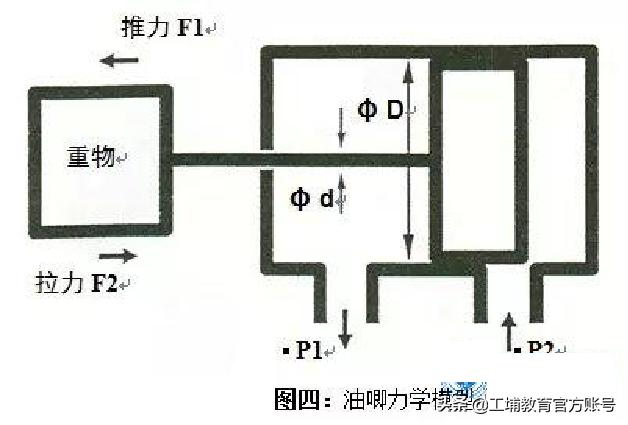
油唧力學(xué)模型:
由力的計(jì)算公式可知: F = PS
(P:壓強(qiáng); S:受壓面積)
從上面公式可以看出,由于油唧在作推動和拉動時(shí)受壓面積不同,故所產(chǎn)生的力也是不同。
即:
推力F1 = P×π(D/2)2 = P×π/4*D2
拉力F2 = P×π[(D/2)2-(d/2)2]= P×π/4* (D2-d2)
(φD:油缸內(nèi)徑;d: 活塞桿直徑)
而在實(shí)際應(yīng)用中,還需加上一個(gè)負(fù)荷率β。因?yàn)橛透姿a(chǎn)生的力不會100%用于推或拉,β常選0.8,故公式變?yōu)椋?/p>
推力F1 = 0.8×P×π/4×D2
拉力F2 = 0.8×P×π/4×(D2-d2)
從以上公式可以看出,只要知道油缸內(nèi)徑φD和活塞直徑φd 以及壓強(qiáng)P(一般為常數(shù))就可以算出該型號油唧所能產(chǎn)生的力。
例如:
常用的華信標(biāo)準(zhǔn)柱型油壓缸的P值均可耐壓至140kgf/cm2,
油唧型:JHC140-FA100B*200BAB-1。
查資料得知:油缸內(nèi)徑D = 100mm活塞桿直徑d = 56mm。注意直徑的單位計(jì)算時(shí)需化為cm。
則:
推力F1 = P×πD2/4×0.8 = 140×π×102/4×0.8 ≈ 8796(kgf)
拉力F2 = P×π(D2-d2)/4×0.8 = 140×π(102-5.62)×0.8 ≈ 6037(kgf)
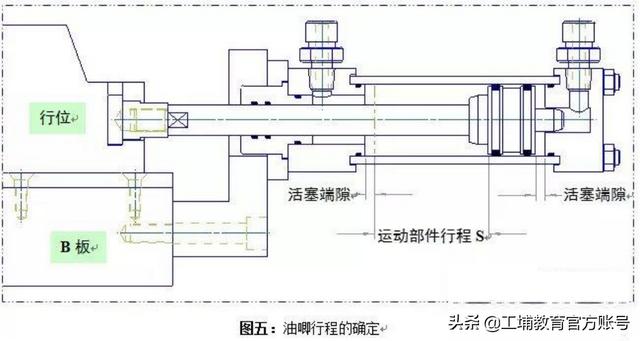
第三篇|油唧行程的確定
油唧行程是根據(jù)運(yùn)動部件的行程來確定的,確定油唧行程時(shí)還須考慮油唧的活塞端隙。活塞端隙的作用是使油唧在起動時(shí)有足夠的油壓面積,使油唧能順利起動,避免因起動油壓面積不夠而無法起動油唧,此外,減少活塞與缸的沖擊。
油唧行程L=運(yùn)動部件的行程S+2×活塞端隙(活塞端隙一般選5mm
第四篇|工藝是編程的基礎(chǔ)
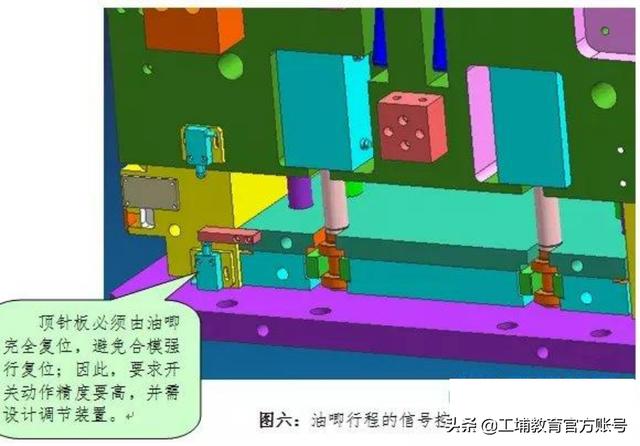
在模具結(jié)構(gòu)中油唧應(yīng)有行程限位控制開關(guān),確保活塞端隙;同時(shí)應(yīng)具備模具生產(chǎn)時(shí)自動控制所必須的信號源。
- 油唧頂出的信號控制: 頂針板必須由油唧完全復(fù)位,避免合模強(qiáng)行復(fù)位;因此,要求開關(guān)動作精度要高,并需設(shè)計(jì)調(diào)節(jié)裝置。(見圖六)
- 動模行位油唧的控制信號:行位的兩個(gè)極限位置都應(yīng)設(shè)計(jì)可調(diào)節(jié)的行程開關(guān)。當(dāng)頂出零件與行位有干涉時(shí),頂針組板要復(fù)位后才合行位,且行位合攏后才能合模。
- 定模行位油唧的控制:當(dāng)從動模取件時(shí),在開模之前應(yīng)先抽行位;根據(jù)具體結(jié)構(gòu)確定是先合行位還是先合模。
.png)
 關(guān)注加好友
關(guān)注加好友